您好,深圳市艾比斯精密科技有限公司网站欢迎您!
您好,深圳市艾比斯精密科技有限公司网站欢迎您!
13828810589

2021-12-07
扇形浇口,是一种向腔内扩展的浇口,基本上这种浇口与以前的浇口(薄膜浇口)相似,并且与薄膜浇口的用途相同。浇口结构允许快速填充大型零件或具有大入口区域的易碎部分模具区域。它用于在较宽的零件中产生均匀的流动。
.jpg")
目的
1. 从而保持横截面积恒定。
2. 这可确保塑料以缓慢的注射速度持续更均匀地流入型腔并进入大面积区域,从而最大限度地减少回填并减少零件中的缺陷和应力。
3. 用于厚截面成型品,可实现缓慢注射而不冻结。
4. 适用于低应力成型或主要关注翘曲和尺寸稳定性的场合。
5.熔体速度将是恒定的。
6.整个宽度用于流动。
7. 整个宽度上的压力相同
侧面图
.jpg")
浇口的宽度和厚度都应该逐渐变细,以保持恒定的横截面积,尽管下图中的厚度没有变细。
.jpg")
尺寸
由于浇口非常宽,焊盘厚度可以相对于零件厚度变薄。最大厚度不应超过零件厚度的 80%。如果零件非常薄,如 0.8 毫米,您也可以使用 0.7 毫米扇形浇口厚度,但当使用橡胶作为材料零件时,使用 100% 厚度的零件更容易控制流量和产品质量。浇口宽度通常从 6 毫米到型腔长度的 25% 不等。在大型零件中,通常使用与零件本身一样宽的扇形浇口。
.jpg")
以上图片基于注射模拟过程,使用材料 PS AAHIPS 693 : Asahi Chemical
其他数据是
熔体温度 = 503.15 K
模具温度 = 323.15 K
填充时间 = 0.08 秒
保压/保压时间 = 4.24 s
冷却时间 = 7.72 s
保压/保压压力 = 12627300.00 Pa
所需的锁模力 = 27647.70 N
所需注射量 (GPS) = 0.01 kg
模具填充时间以秒为单位
注射后冷却时间
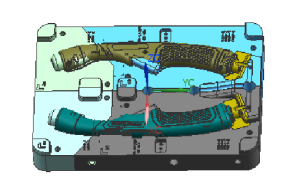
从下图我们可以了解到哪里是做散热布局的最佳位置,做完散热布局后,进入零件的散热模拟过程。如果零件的所有形状(流道和浇口除外)的分布都相同,则您的设计很容易实现。
上一条: 模具101类是什么意思?
下一条: 怎样设计顶出系统